Tudástár
Mi a hiba oka? 1. rész

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma az egyenetlen falakkal foglalkozunk.
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak – mégsem olyan, mint amilyennek lennie kellene.
Ebben a cikksorozatban nem egyszerű „állítsd ezt meg azt” tippeket adunk. A célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött, és hogyan lehet logikusan, következetesen megtalálni a valódi problémát.
Ha érted az okokat, kevesebb lesz a sikertelen nyomat, kevesebb filament megy kárba, és sokkal magabiztosabban fogod használni a nyomtatódat.
Csíkos, hullámos falak – amikor a nyomat nem szép, pedig „minden jónak tűnik”
Ha FDM 3D nyomtatással foglalkozol, szinte biztos, hogy találkoztál már ezzel az érzéssel: a nyomat elkészül, technikailag „megvan”, mégis csúnya. Hullámos a felület, látszanak a rétegek, a falak nem egyenletesek, az egész darab valahogy nem néz ki jól. Ilyenkor sokan azonnal azt kérdezik: miért lett ilyen a 3D nyomtatásom?
Ez a kérdés indítja útjára ezt a cikksorozatot. Nem gyors tippeket adunk, nem egy újabb „állítsd ezt erre” listát, hanem azt mutatjuk meg, hogyan lehet a nyomatból visszakövetkeztetni a hiba okára. Mert egy rossz minőségű 3D nyomat nem véletlenül néz ki úgy, ahogy – minden hiba mögött konkrét ok áll.
Az FDM 3D nyomtatás egyik legfontosabb sajátossága, hogy a nyomat lenyomata annak, ahogyan a gép működik. A felület minősége, a rétegek egyenletessége, a falak textúrája mind információt hordoz. Ha megtanulod ezeket az jeleket értelmezni, sokkal gyorsabban megtalálod a problémát, mint ha csak találomra állítgatod a beállításokat.
A csúnya felület az egyik leggyakoribb 3D nyomtatási hiba. Gyakran jelentkezik hullámzás a falakon, ismétlődő mintázat, vagy éppen látható vastagságkülönbség a rétegek között. Ezeket sokan az anyag számlájára írják, pedig a probléma gyakran mechanikai eredetű. A szíjak feszessége, a görgők állapota, a tengelyek pontossága mind hatással van arra, hogyan mozog a nyomtatófej – és ez közvetlenül megjelenik a nyomaton.

1. ábra: Laza szíj
Ugyanilyen gyakori ok a nem egyenletes extrudálás. Ha az anyag nem azonos mennyiségben érkezik a fúvókába, a rétegek vastagsága változni fog. Ez csíkos, foltos felületet eredményez, még akkor is, ha a slicer beállításai látszólag rendben vannak. Ilyenkor a hiba nem feltétlenül a filamentben van, hanem az adagolás stabilitásában vagy a hotend állapotában.
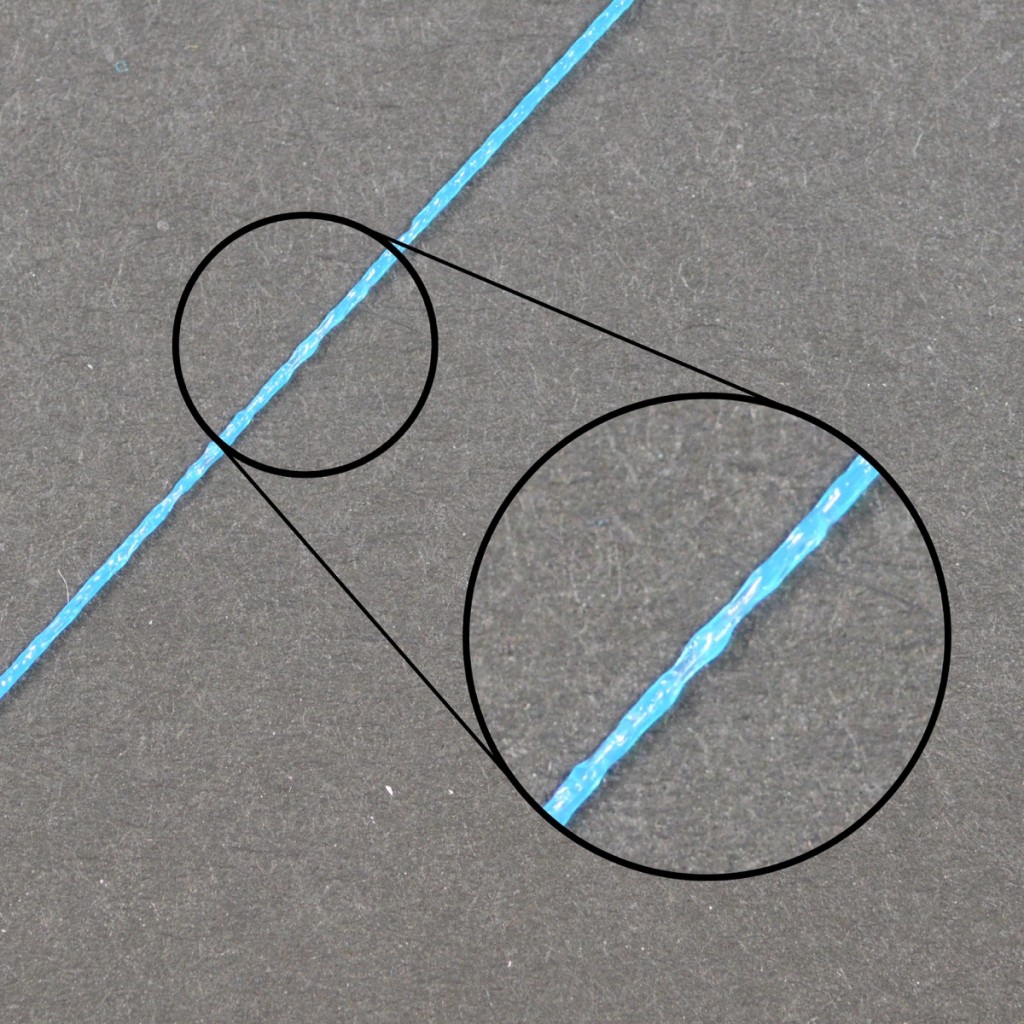
2. ábra: Ingadozó filament átmérő
Fontos megérteni, hogy a 3D nyomtatási hibák ritkán egy gond miatt jelennek meg. Sokkal inkább összefüggések eredményei. Egy enyhén laza szíj, egy nem tökéletesen beállított hőmérséklet vagy egy kopott fúvóka önmagában még nem feltűnő, együtt viszont már látványos minőségromláshoz vezethet.
Ezért ebben a sorozatban mindig abból indulunk ki, amit a nyomat mutat. Nem feltételezünk, hanem megfigyelünk. A cél az, hogy amikor legközelebb ránézel egy nyomatra, ne csak azt lásd, hogy „szép” vagy „csúnya”, hanem azt is, hogy mit akar elmondani a nyomtató a saját állapotáról.
Ha ezt a gondolkodásmódot elsajátítod, kevesebb sikertelen nyomtatásod lesz, kevesebb filamentet pazarolsz el, és sokkal magabiztosabban tudsz hibát keresni. A 3D nyomtatás így nem frusztráló kísérletezés lesz, hanem tudatos folyamat.
A következő részekben sorra vesszük a leggyakoribb FDM nyomtatási hibákat, és megmutatjuk, milyen ok-okozati kapcsolatok állnak mögöttük – az első rétegtől kezdve egészen a kész nyomat viselkedéséig.