Tudástár
Mi a hiba oka? 2. rész

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma az rétegtapadási problémákkal foglalkozunk.
Gyenge rétegközi tapadás – hőmérséklet, anyag vagy hűtés?
Az egyik legkellemetlenebb 3D nyomtatási hiba az, amikor a nyomat látszólag rendben elkészül, mégis meglepően könnyen eltörik. Nem anyagában, nem a legvékonyabb ponton, hanem rétegek mentén válik szét, mintha egymásra rakott lapokból állna. Ilyenkor joggal merül fel a kérdés: miért gyenge a rétegközi tapadás a 3D nyomtatásnál?
Ez a jelenség az FDM technológia egyik alapvető érzékenysége. A nyomat nem egy homogén test, hanem egymásra épülő rétegek sorozata. A rétegen belüli anyag erős, a rétegek közötti kapcsolat viszont mindig gyengébb pont marad. A kérdés nem az, hogy létezik-e rétegközi gyengeség, hanem az, hogy mennyire sikerül ezt minimalizálni.
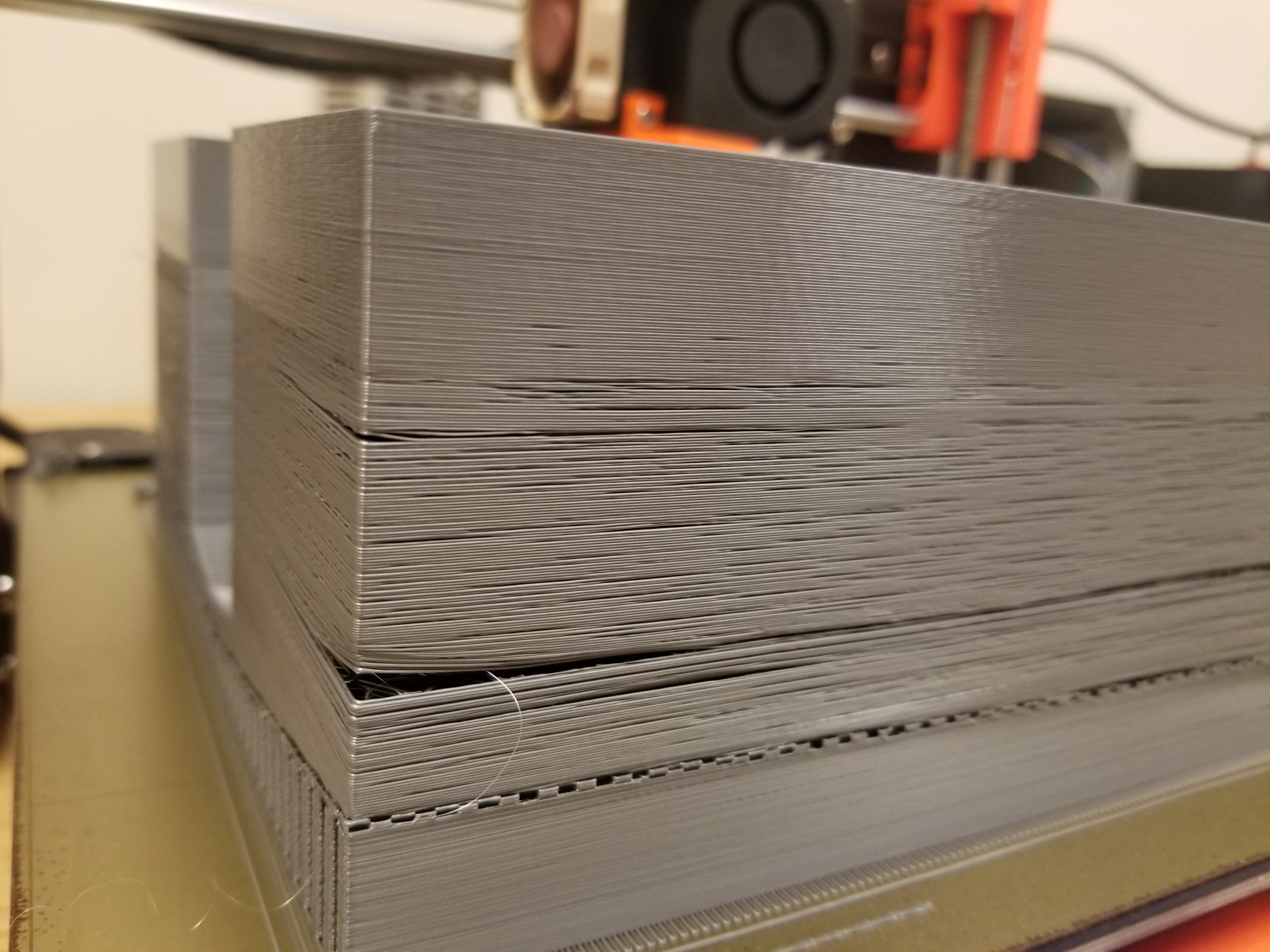
1.ábra Rossz rétegközi adhézió tipikus esete
Az első számú tényező a hőmérséklet. Ahhoz, hogy két réteg megfelelően összekössön, az újonnan érkező anyagnak képesnek kell lennie részben újraolvasztani az alatta lévő réteget. Ha a fúvóka hőmérséklete túl alacsony, az anyag ugyan lerakódik, de nem jön létre valódi molekuláris kötés. A rétegek egymásra „ülnek”, de nem dolgoznak együtt. Az eredmény egy olyan nyomat, amely nyomásra még tart, hajlításra viszont könnyen elválik.
Sokan ilyenkor ösztönösen az anyagot hibáztatják. „Ez a filament gyenge.” Valójában a legtöbb esetben nem az anyag minősége a gond, hanem az, hogy nem kapta meg a megfelelő körülményeket a kötéshez. Ugyanaz a PLA lehet kifejezetten erős vagy meglepően törékeny attól függően, hogyan lett nyomtatva.
A hűtés szerepe legalább ilyen fontos, és gyakran alábecsült tényező. A tárgyhűtő ventilátor feladata az, hogy a frissen lerakott anyagot formában tartsa. Ha azonban túl agresszíven hűtünk, az anyag túl gyorsan veszti el a hőt, mielőtt megfelelően össze tudna kötni az alatta lévő réteggel. Ilyenkor a felület szép lehet, de a nyomat belső szerkezete gyenge marad.
Ez különösen gyakori probléma PLA esetén, ahol a túl erős hűtés kifejezetten rontja a rétegközi tapadást. ABS és ASA esetén ennek az ellenkezője igaz: ott a huzat és a gyors lehűlés nemcsak gyenge kötést, hanem repedést és vetemedést is okozhat. Ezért nincs univerzális „jó” beállítás, csak az adott anyaghoz és környezethez illesztett megoldás.
A nyomtatási sebesség szintén beleszól a képletbe. Ha túl gyorsan nyomtatsz, az anyagnak egyszerűen nincs ideje megfelelően „dolgozni”. A réteg lerakódik, a fej már tovább is lép, a kötés pedig félkész marad. Ez kívülről nézve gyakran alulextrudálásnak tűnik, valójában azonban időhiányos rétegképződésről van szó.
Fontos megérteni, hogy a gyenge rétegközi tapadás nem mindig azonnal jelentkezik. Sok nyomat az asztalon még stabilnak tűnik, csak használat közben derül ki, hogy a rétegek könnyen elválnak. Ezért különösen veszélyes hiba: nem látványos, de funkcionálisan kritikus.
A tapasztalt 3D nyomtatók ilyenkor nem egyetlen beállítást változtatnak meg, hanem összefüggésekben gondolkodnak. Ha nő a hűtés, gyakran emelni kell a hőmérsékletet. Ha nő a sebesség, nőnie kell az energiabevitelnek is. A cél az, hogy a rétegek ne csak egymásra kerüljenek, hanem valóban összedolgozzanak.
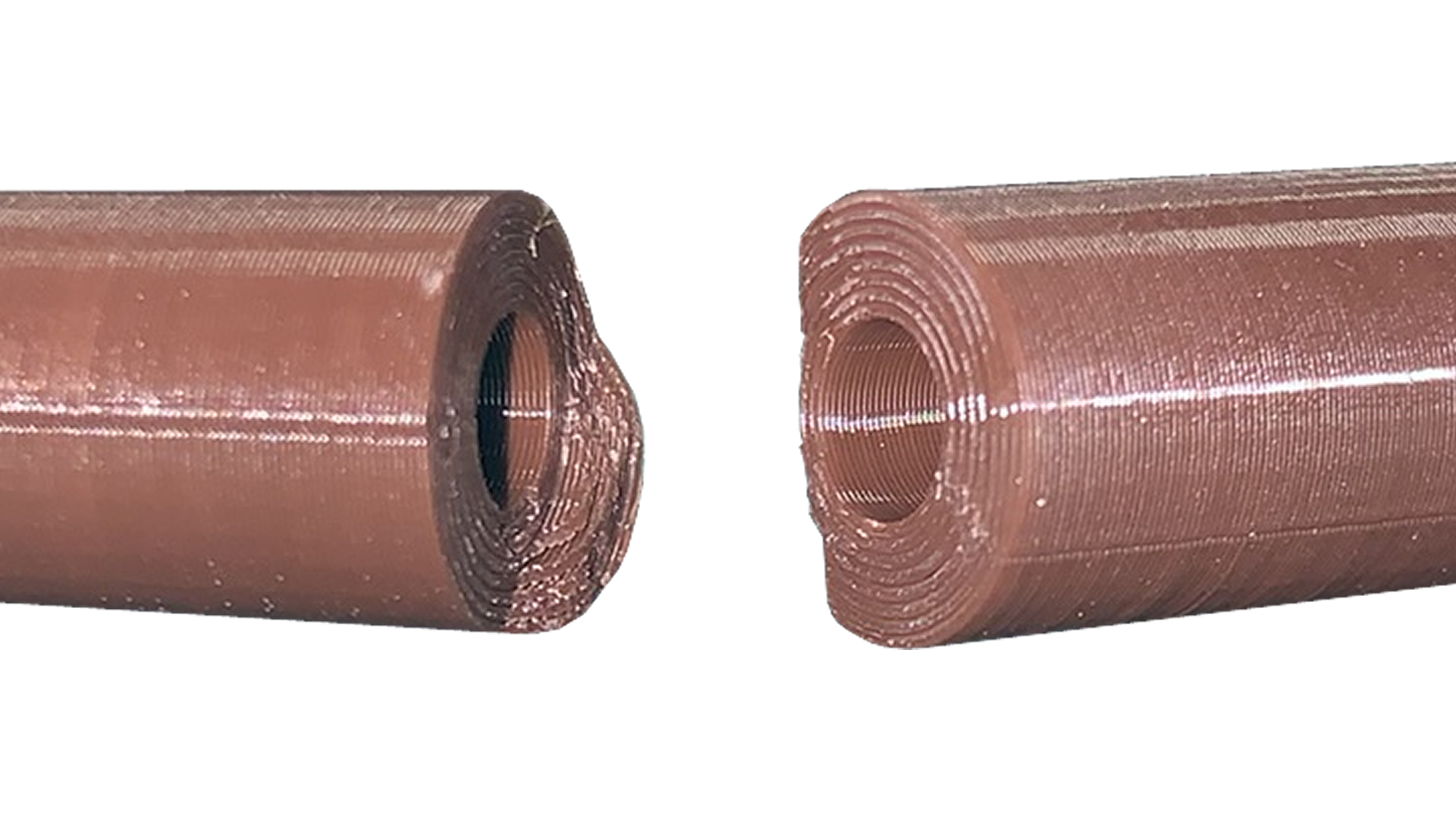
2. ábra A tönkrementele jelentős részét a rétegközi adhézió okozza
A gyenge rétegközi tapadás tehát nem „rejtélyes anyaghiba”, hanem jól értelmezhető fizikai jelenség. Ha felismered a jeleit, és megérted az okait, a nyomatod nemcsak szebb, hanem lényegesen erősebb és tartósabb lesz.
A következő részben egy látványos, de gyakran félreértett problémával folytatjuk: a stringeléssel. Megnézzük, mikor valóban a retract a hibás – és mikor teljesen máshol érdemes keresni a megoldást.