Tudástár
Mi a hiba oka? 3. rész
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma a szálazás problémáját járjuk körül.
Szálazás mindenhol – mikor nem a retract a hibás?
Kevés 3D nyomtatási hiba olyan látványos és idegesítő, mint a stringelés. Finom műanyagszálak húzódnak a modell részei között, mintha pókhálóval lenne bevonva az egész nyomat. Ilyenkor a legtöbb felhasználó reflexből ugyanarra gondol: rossz a retract beállítás. És bár a visszahúzás valóban fontos tényező, a stringelés okai ennél jóval összetettebbek.
Ezért is érdemes feltenni a kérdést: mikor nem a retract a hibás a stringelésért?
Az FDM 3D nyomtatás során az extruder nem egy kapcsoló, amit ki- és be lehet kapcsolni. Az olvadt műanyag folyamatos nyomás alatt áll a hotendben. Amikor a nyomtatófej utazó mozgást végez, ez a nyomás akkor is „dolgozik”, ha elvileg nem extrudálunk. A stringelés valójában ennek a maradék nyomásnak és az anyag viselkedésének a következménye.

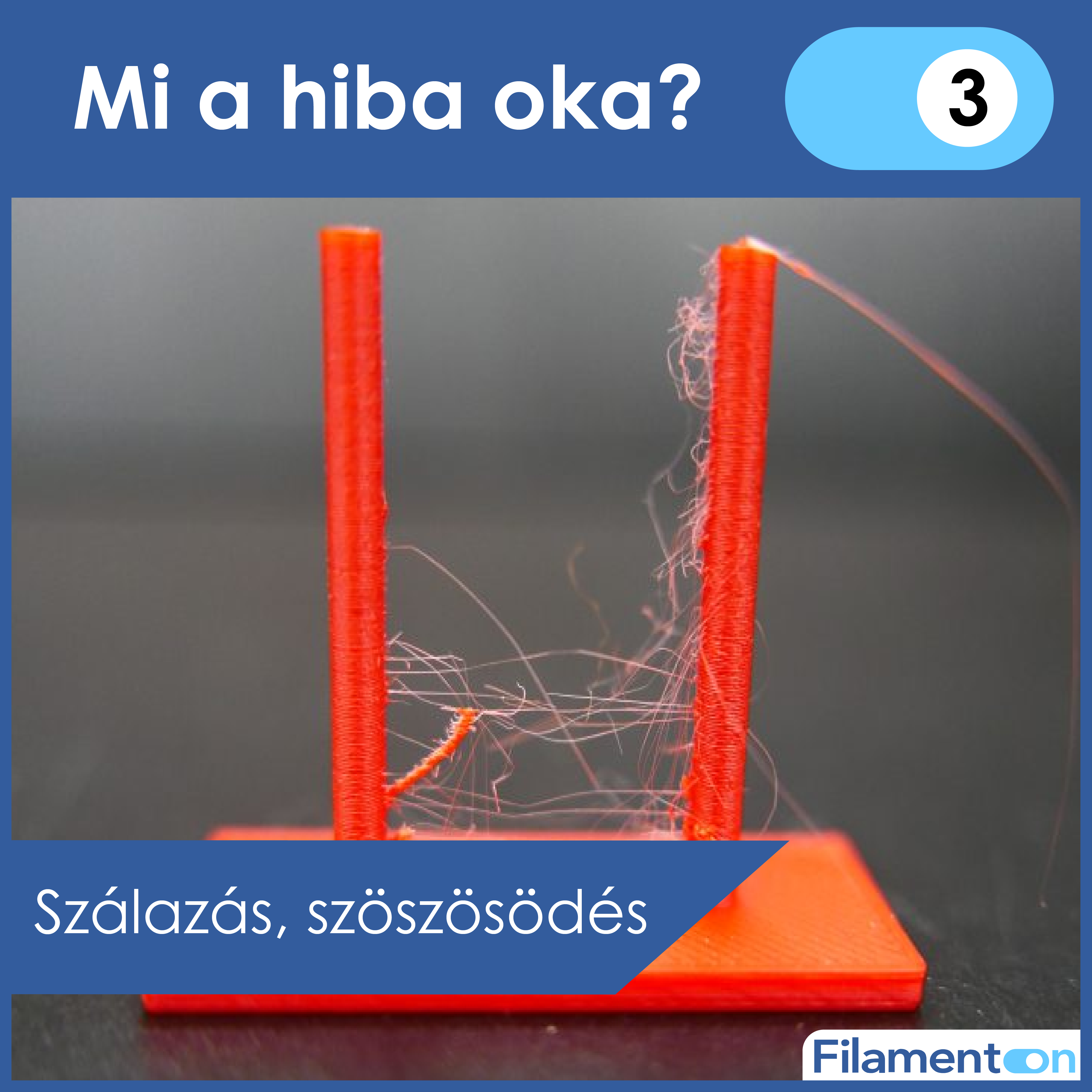
1. ábra Tipikus szálazást okozó nyomtatási útvonala a fejnek
Az egyik leggyakoribb kiváltó ok a túl magas nyomtatási hőmérséklet. Ha az anyag túl folyós, sokkal könnyebben „kifolyik” a fúvókából, még akkor is, ha a retract technikailag működik. Ilyenkor hiába növeled a visszahúzás hosszát vagy sebességét, a stringelés nem szűnik meg, legfeljebb más formában jelenik meg. Ez tipikusan az a helyzet, amikor a tünetet próbáljuk kezelni, nem az okot.
A filament állapota szintén kulcsszerepet játszik. A nedvességet magába szívott filament nyomtatás közben gőzt képez, ami mikroszkopikus lökésekkel segíti ki az anyagot a fúvókából. Ez nem csak pattogó hanggal és felületi hibákkal járhat, hanem fokozott stringeléssel is. Ilyenkor a retract beállítása tökéletes lehet, az anyag mégis „szálat húz”, mert egyszerűen instabil az áramlása.
Sokan nem gondolnak rá, de a nyomtatási sebesség és az utazási mozgások hossza is erősen befolyásolja a stringelést. Minél hosszabb ideig mozog a fej extrudálás nélkül két pont között, annál több ideje van az anyagnak „utolérni” a mozgást. Ezért fordul elő gyakran, hogy egy ritkás, sok különálló elemből álló modell sokkal jobban stringel, mint egy tömör forma – ugyanazokkal a beállításokkal.
A hűtés itt is kettős szerepet játszik. Bizonyos mértékű hűtés segít megszilárdítani a frissen lerakott anyagot, de túl erős légáramlat esetén a fúvóka környezetében lehűlő anyag viselkedése kiszámíthatatlanná válhat. Ez különösen igaz PETG-nél, amely hajlamos a stringelésre akkor is, ha minden más paraméter rendben van.
Fontos megérteni, hogy a stringelés nem mindig hiba a klasszikus értelemben. Bizonyos anyagok és geometriák esetén egyszerűen része az FDM kompromisszumainak. A cél nem mindig az, hogy teljesen megszüntessük, hanem az, hogy kezelhető szintre csökkentsük, és a modell funkcióját ne befolyásolja.
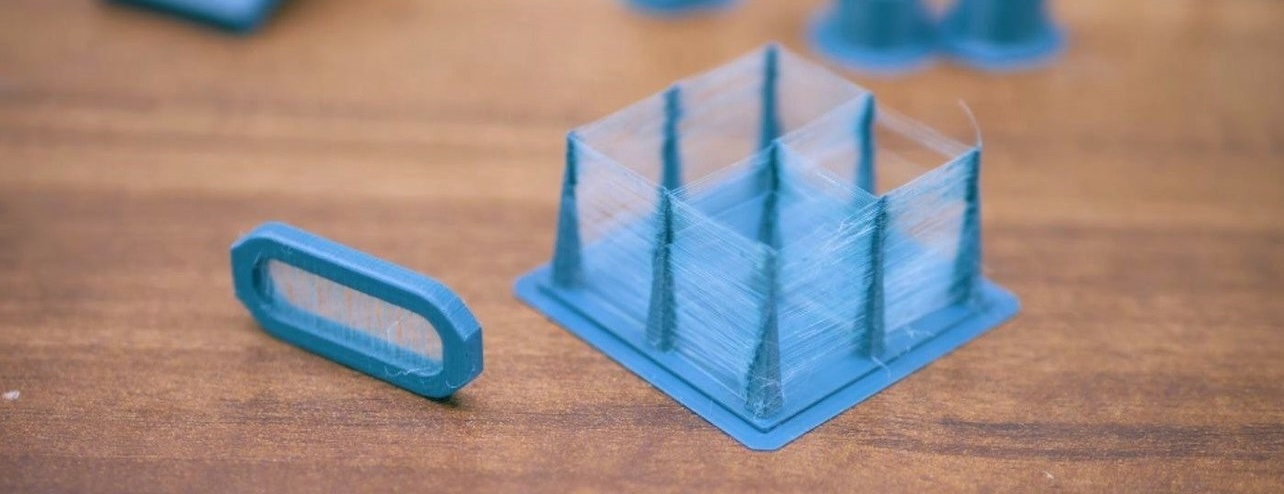
2. ábra Tipikus példa szálazásra nyomtatás során
A tapasztalt nyomtatók ezért nem a retract csúszkát tolják végletekig, hanem először az alapokat vizsgálják meg. Megfelelő-e a hőmérséklet? Száraz-e a filament? Indokolt-e a modell geometriája ilyen sok utazó mozgást? Ezek a kérdések gyakran gyorsabban vezetnek megoldáshoz, mint bármilyen extrém visszahúzási beállítás.
A stringelés tehát nem egyetlen rossz érték következménye, hanem egyensúlyi probléma. Amikor az anyag túl folyós, túl instabil vagy túl sok lehetőséget kap arra, hogy „elszökjön” a fúvókából, a szálak megjelennek. Ha ezt felismered, nem csak tisztább nyomatokat kapsz, hanem sokkal tudatosabban tudsz anyagot és beállítást választani.
A következő részben egy még látványosabb, ugyanakkor sokkal mélyebb fizikai okokra visszavezethető hibával folytatjuk: a vetemedéssel. Megnézzük, mi történik valójában az anyaggal, amikor a nyomat felkunkorodik vagy leválik az asztalról.