Tudástár
Mi a hiba oka? 4. rész

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Mai témánk a vetemedés.
Vetemedés (warping) – mi történik valójában az anyaggal?
Kevés 3D nyomtatási hiba olyan látványos és makacs, mint a vetemedés. A nyomat sarkai felkunkorodnak, az alkatrész elválik a tárgyasztaltól, vagy a teljes darab enyhén meghajlik, miközben a nyomtatás látszólag rendben zajlik. Ilyenkor sokan azonnal a tapadásra vagy a tárgyasztal hőmérsékletére gyanakodnak. Pedig a warping valójában nem tapadási probléma, hanem anyagfizikai jelenség.
A vetemedés alapja a hőtágulás és a zsugorodás. Amikor a műanyag kilép a fúvókából, olvadt állapotban van. Ahogy lehűl, térfogatot veszít. Ez önmagában természetes folyamat, a gond akkor kezdődik, amikor a nyomat különböző részei nem egyformán hűlnek ki. Ilyenkor belső feszültségek alakulnak ki, amelyek „fel akarják húzni” az alkatrészt.
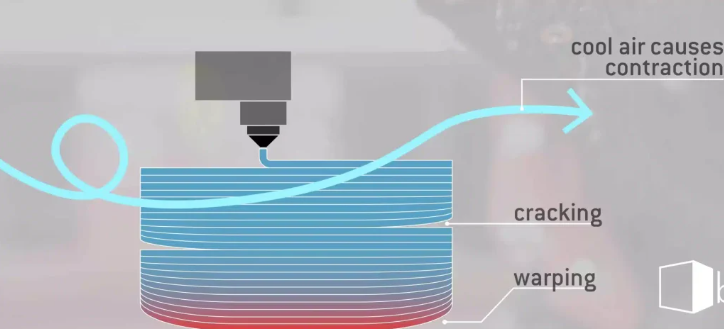
1. ábra: A tárgyban lévő hőmérséklet különbség komoly gondokat okozhat
A tárgyasztalhoz legközelebb eső rétegek általában melegebbek maradnak, míg a felső rétegek gyorsabban hűlnek. Ez azt jelenti, hogy a felső rész már zsugorodna, az alsó viszont még „ragaszkodik” az eredeti méretéhez. A feszültség végül utat talál magának, és a nyomat sarkai megemelkednek. Ezért jelenik meg a vetemedés szinte mindig a sarkoknál és éles átmeneteknél.
Bizonyos anyagok különösen hajlamosak erre. ABS, ASA és nylon esetén a zsugorodás mértéke jóval nagyobb, mint PLA-nál, ezért ezeknél az anyagoknál a warping nem kivétel, hanem alapvető kihívás. PLA esetén ritkább, de nagy alapterületű vagy vastag alkatrészeknél ott is előfordulhat, különösen huzatos vagy hűvös környezetben.
Sokan ilyenkor ragasztóhoz, tapadásfokozóhoz vagy extrém tárgyasztal-hőmérséklethez nyúlnak. Ezek segíthetnek, de fontos megérteni, hogy nem szüntetik meg a kiváltó okot, csak ellensúlyozzák a hatását. Ha a belső feszültségek túl nagyok, a nyomat vagy felválik, vagy később, lehűlés után deformálódik.
A hűtés szerepe itt kulcsfontosságú. Erős tárgyhűtés esetén a felső rétegek túl gyorsan hűlnek ki, ami fokozza a zsugorodási különbséget. Ezért van az, hogy ABS és ASA nyomtatásakor a tárgyhűtés minimális vagy teljesen kikapcsolt. Zárt nyomtatótérben a hőmérséklet egyenletesebb, így a feszültségek is kisebbek maradnak.
A modell geometriája szintén nagyban befolyásolja a vetemedést. A nagy, lapos aljzatok különösen problémásak, mert hosszú, egyenes élek mentén halmozódik fel a feszültség. Egy enyhe lekerekítés, saroklevágás vagy bordázás sokszor többet segít, mint bármilyen slicer-beállítás. Itt már jól látszik, hogy a warping nem csak nyomtatási, hanem tervezési kérdés is.
Fontos felismerni, hogy a vetemedés gyakran nem azonnal jelentkezik. Előfordul, hogy a nyomat végig az asztalon marad, majd a teljes kihűlés után deformálódik. Ilyenkor a belső feszültségek csak később „dolgozzák ki magukat”. Ez különösen jellemző vastagabb, tömör alkatrészeknél.

2. ábra: A vetemedés sok esetben nem csak első rétegnél, hanem a nyomat közepén is elválást okozhat
A tapasztalt 3D nyomtatók ezért a vetemedést nem egyetlen paraméterrel próbálják megoldani. Az anyagválasztás, a környezet hőmérséklete, a hűtés mértéke és a modell kialakítása együtt határozza meg a végeredményt. Ha ezek közül csak egyet változtatsz, az gyakran kevés.
A warping tehát nem rejtélyes jelenség, hanem a műanyag természetes viselkedése FDM környezetben. Ha megérted, mi történik valójában az anyaggal, akkor nem csak a tüneteket kezeled, hanem tudatosan megelőzöd a problémát.
A következő részben azt vizsgáljuk meg, miért fordul elő, hogy egy nyomat szépnek tűnik, mégis könnyen eltörik. Megnézzük, mikor valóban erős egy alkatrész, és mikor csak annak látszik.