Tudástár
Mi a hiba oka? 9. rész
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma a hosszú távon kijövő problémákat vizsgáljuk meg.
Jól indul, rosszul végződik – amikor a nyomtatás közben „elfárad”
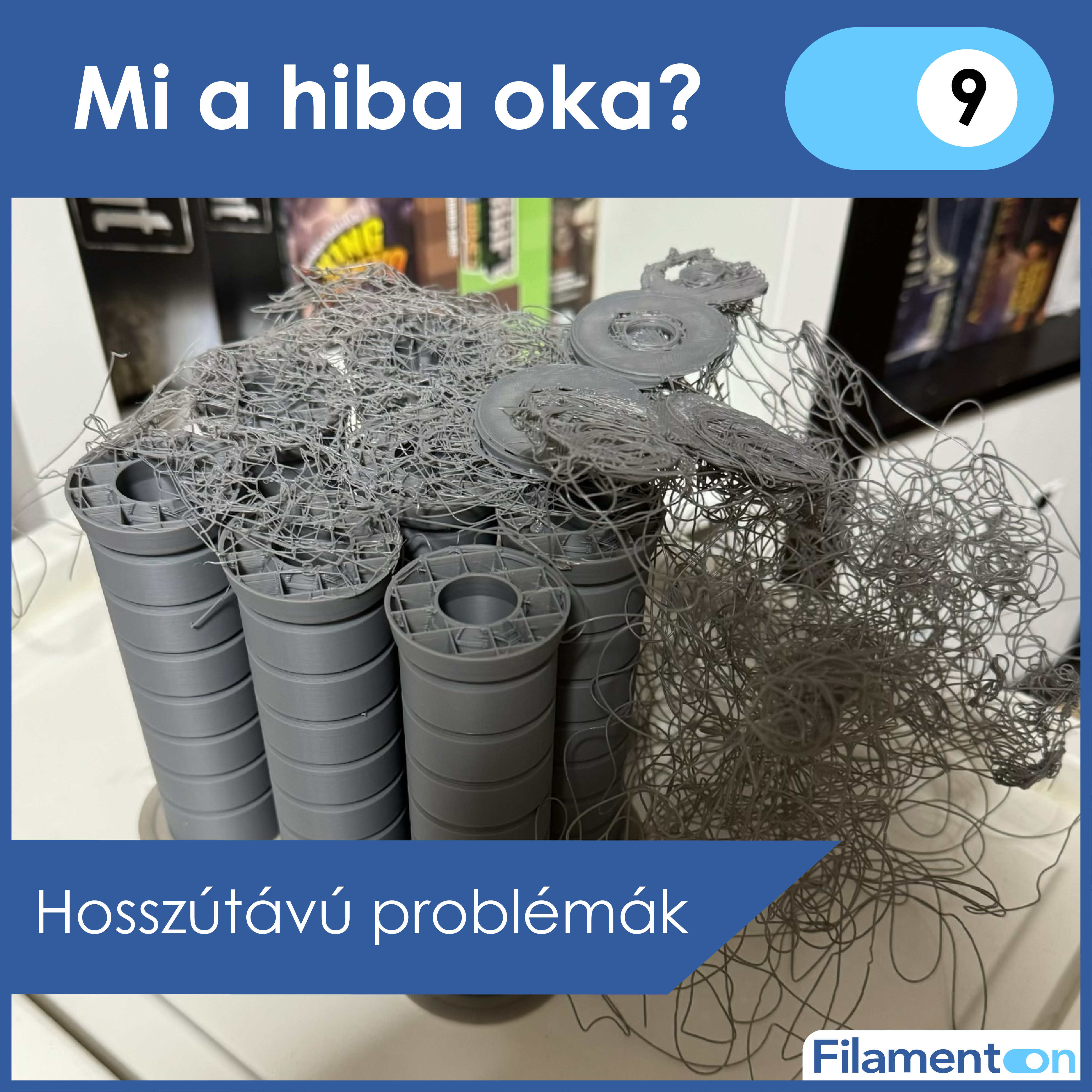
Ez az a hiba, ami különösen megtévesztő. A nyomtatás szépen indul, az első rétegek rendben vannak, a falak egyenletesek, minden azt sugallja, hogy ez egy sikeres nyomat lesz. Aztán valahol félúton – vagy akár a végéhez közeledve – a minőség romlani kezd. Alulextrudálás jelenik meg, a rétegek bizonytalanná válnak, a felület durvább lesz, esetleg a nyomat egyszerűen megadja magát. Ilyenkor sokan értetlenül állnak a helyzet előtt: miért romlik el egy nyomtatás, ami jól indult?
Az ilyen jellegű problémák egyik kulcsa az idő. Az FDM nyomtatás nem statikus folyamat. Ami az első tíz percben működik, az nem feltétlenül fog ugyanúgy viselkedni két vagy három óra elteltével. A hő, a mechanikai terhelés és az anyag folyamatosan változó állapotban van, és ezek a változások lassan, de biztosan hatással vannak a végeredményre.
Az egyik leggyakoribb ok a hőfelhalmozódás. A hotend, az extruder és bizonyos esetekben még a filament is fokozatosan melegebb környezetbe kerül. Ez különösen zárt nyomtatótérben jelentkezik. A túlmelegedő extruder hajlamos lehet a filament megpuhítására már azelőtt, hogy az elérné a hotendet. Ez csúszást, instabil adagolást és végső soron alulextrudálást eredményez – jellemzően nem az elején, hanem hosszabb idő után.
A mechanikai „elfáradás” is valós jelenség. A hosszú nyomtatások során a motorok, szíjak és görgők folyamatos terhelés alatt állnak. Ha egy szíj eleve kicsit laza, az a nyomtatás elején még nem feltétlenül okoz látható hibát. Idővel azonban a pontatlanságok összeadódnak, és a falakon hullámzás, elcsúszás vagy rétegeltérés jelenhet meg.
Az anyag állapota szintén változik a nyomtatás során. Egy hosszabb ideig felfűtött filament – különösen PLA vagy PETG esetén – hajlamos lehet a hő okozta lágyulásra vagy deformációra az extruderben. Ez nem azonnali dugulást okoz, hanem fokozatos teljesítménycsökkenést. A nyomat eleje szép, a vége viszont egyre gyengébb lesz.
Gyakori probléma a hűtés egyenetlensége is. Ahogy a nyomat nő, a tárgyhűtő légáramlása másképp éri el az egyes részeket. Az alsó rétegek még ideális körülmények között készülnek, feljebb azonban megváltozik a levegő áramlása, ami hatással van a rétegek lehűlésére és tapadására. Ez különösen magas, karcsú modelleknél jelentkezik.
Az ilyen „elfáradó” nyomatok egyik legnagyobb csapdája, hogy nem egyetlen konkrét hiba okozza őket. Nincs egy csavar, amit meg kell húzni, vagy egy érték, amit át kell állítani. Ezek a problémák jellemzően több apró tényező összeadódásából születnek, és csak hosszabb idő után válnak láthatóvá.
A tapasztalt 3D nyomtatók ezért másképp közelítik meg a hosszú nyomtatásokat. Figyelnek a hűtésre nem csak a tárgyon, hanem a gép környezetében is. Ügyelnek arra, hogy az extruder ne melegedjen túl, a filament szabadon fusson, és a mechanika ne legyen a határon terhelve. Tudják, hogy ami stabil az elején, azt stabilnak kell tartani a végéig is.
Fontos felismerni, hogy az ilyen hibák nem „pech” eredményei. A nyomtatás nem véletlenszerűen romlik el, hanem folyamatosan reagál a körülményekre. Ha ezeket a körülményeket megérted és kézben tartod, a hosszú nyomtatások is ugyanolyan megbízhatóvá válhatnak, mint a rövidek.
A következő részben egy látszólag ellentmondásos jelenséggel foglalkozunk: amikor egy nyomat túl merev vagy túl rugalmas, mégis eltörik. Megnézzük, miért nem úgy viselkedik az alkatrész, ahogy azt elsőre várnánk.