Tudástár
Mi a hiba oka? 10. rész
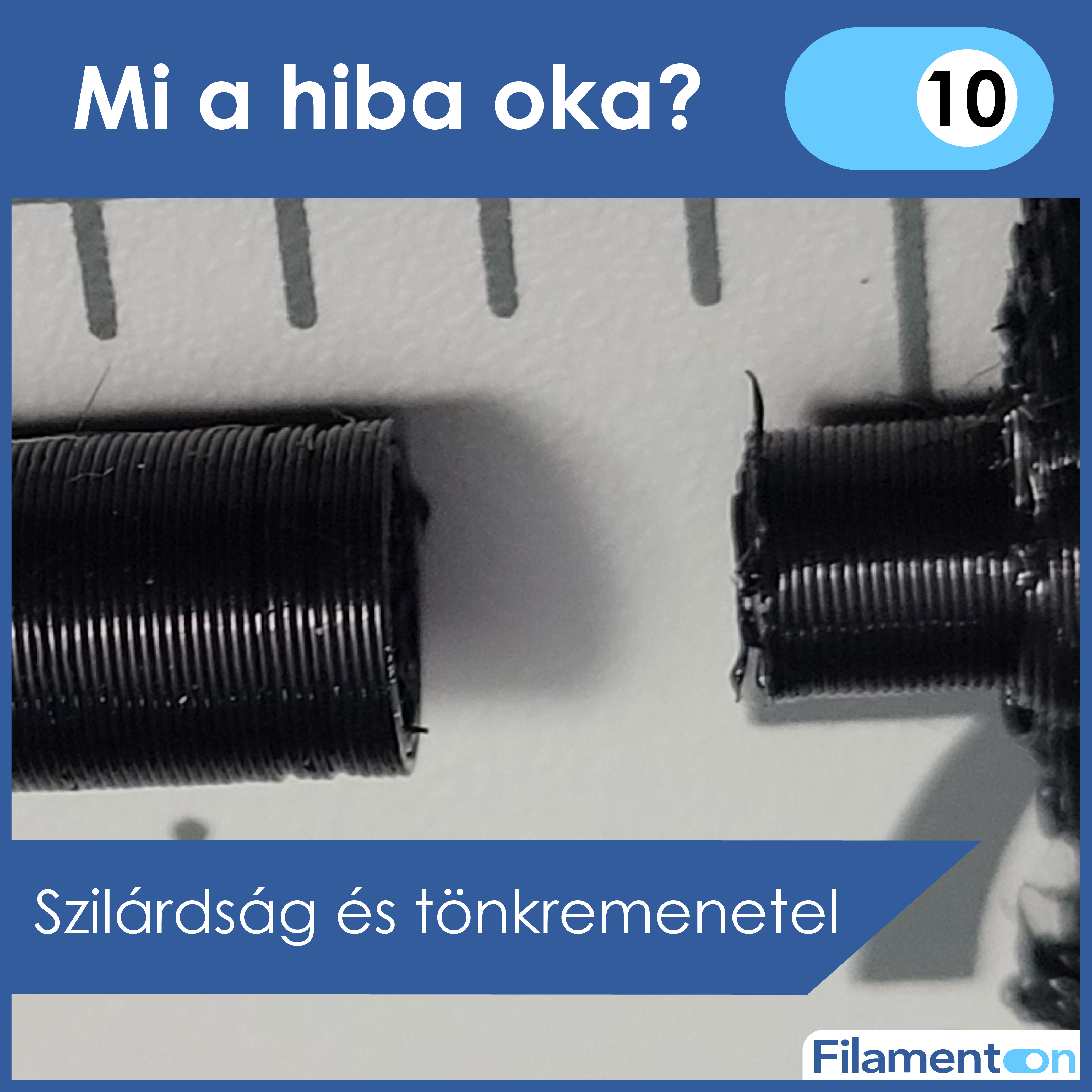
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. A mai téma a merevség és a tönkremenetel.
Túl merev, túl rugalmas, mégis eltörik – amikor a nyomat nem úgy viselkedik, ahogy vártad
Az egyik legzavaróbb élmény a 3D nyomtatásban az, amikor egy alkatrész viselkedése teljesen ellentmond annak, amit vártál tőle. Merevnek tervezted, mégis eltörik. Rugalmasnak szántad, de elreped. Vagy éppen hajlik, pedig „elég vastagnak” tűnik. Ilyenkor sokan tanácstalanok: hogyan lehet, hogy egy nyomat egyszerre túl merev és mégis gyenge?
A válasz ott kezdődik, hogy a merevség és a szilárdság nem ugyanaz. Egy FDM nyomat lehet nagyon merev, vagyis alig hajlik, miközben kevés energiát képes elnyelni. Ez különösen igaz PLA esetén. A PLA kemény, stabil anyag, ezért sokszor „erősnek” érződik. Valójában azonban rideg: ha eléri a tűréshatárát, nem figyelmeztet hajlással, hanem hirtelen eltörik.
A túlzott merevség gyakran abból fakad, hogy a nyomat szerkezete nem engedi eloszlani a terhelést. Vastag, tömör részek, éles átmenetek, rövid karok – ezek mind arra kényszerítik az anyagot, hogy egy nagyon kis zónában vegye fel az erőt. Ilyenkor nincs „játéktér”, nincs fokozatos deformáció, csak törés.
A másik véglet a túlzott rugalmasság. PETG vagy TPU esetén gyakran előfordul, hogy az alkatrész nem törik el, viszont nem is tartja meg az alakját. Meghajlik, elcsavarodik, vagy hosszabb terhelés hatására maradó deformáció alakul ki. Ez különösen kellemetlen lehet olyan alkatrészeknél, ahol a forma megtartása legalább olyan fontos, mint az, hogy ne törjön el.
A probléma itt sem feltétlenül az anyag. Sokkal inkább az, hogy a nyomat geometriája és rétegirányítása nem illeszkedik a terhelés jellegéhez. Egy hosszú, vékony elem például hajlításra van kitéve. Ha ezt rugalmas anyagból, a rétegekkel párhuzamosan nyomtatod, akkor az alkatrész könnyen „gumiszerűvé” válik. Ha ugyanazt merev anyagból, rossz rétegirányban készíted, akkor pattanni fog.
Fontos megérteni azt is, hogy az FDM nyomatok nem lineárisan viselkednek. Nem úgy van, hogy kicsit hajlik, majd még egy kicsit, majd eltörik. Gyakran sokáig semmi nem történik, majd hirtelen bekövetkezik a meghibásodás. Ez különösen veszélyes akkor, ha az alkatrész biztonsági vagy teherhordó szerepet tölt be.
A merevségi problémák gyakran együtt járnak fáradással is. Egy alkatrész lehet, hogy egyetlen terhelést gond nélkül elvisel, de ismételt hajlításnál, rezgésnél vagy rázkódásnál hamar elfárad. Az FDM réteges szerkezete miatt az ilyen ciklikus igénybevétel különösen gyorsan vezet repedésekhez – főleg a rétegek közötti határfelületeken.
A tapasztalt 3D nyomtatók ezért nem csak azt kérdezik, hogy „eltörik-e”, hanem azt is, hogy hogyan viselkedik terhelés alatt. Hajlik? Ha igen, hol? Visszaugrik? Maradandóan deformálódik? Ezek a kérdések sokkal többet mondanak egy nyomatról, mint az, hogy kibír-e egy egyszeri próbát.
Gyakran egy apró változtatás is elég a viselkedés megváltoztatásához. Egy hosszabb átmenet, egy lekerekítés, egy borda vagy egyszerűen egy másik orientáció teljesen más mechanikai karaktert adhat az alkatrésznek. Ilyenkor nem több anyagra van szükség, hanem jobban elosztott anyagra.
A „túl merev, túl rugalmas, mégis eltörik” jelenség tehát nem ellentmondás, hanem annak a jele, hogy az anyag, a geometria és a terhelés nincs összhangban. Ha ezt felismered, nem csak azt fogod tudni eldönteni, hogy milyen anyagot válassz, hanem azt is, hogyan kell az alkatrészt úgy kialakítani, hogy valóban azt csinálja, amit elvársz tőle.
A következő részben egy lépéssel hátrébb lépünk, és megnézzük, mikor nem a nyomtató, nem a beállítások, hanem maga a modell – vagy az elvárásaink – okozzák a problémát.