Tudástár
Hogyan tervezzünk FDM-re? 2. rész
A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben azt nézzük meg, hogyan halad az erő egy nyomtatott alkatrészben, és hol fog eltörni a valóságban.
A terhelés útja: hol fog eltörni a nyomat?
Az egyik leggyakoribb meglepetés a 3D nyomtatásban az, amikor egy alkatrész nem ott törik el, ahol „logikusan” gyengének gondoltuk. Nem a legvékonyabb résznél, nem a leglátványosabb ponton, hanem valahol egészen máshol. Sokszor egy vastagnak tűnő tövénél, egy saroknál, vagy egy olyan részen, amiről nem is gondoltuk volna, hogy kritikus. Ilyenkor merül fel a kérdés: miért pont ott adta meg magát a nyomat?
A válasz szinte mindig ugyanaz: mert ott futott az erő.
Tervezési hibák, amik csak használat közben derülnek ki
CAD-ben egy alkatrész statikus. Nem mozog, nem terhelődik, nem hajlik. A valóságban viszont minden használat során erők hatnak rá: húzás, nyomás, hajlítás, csavarás. Ezek az erők nem véletlenszerűen oszlanak el, hanem meghatározott útvonalakon haladnak végig az anyagban.
Ha a tervezés során nem gondolunk ezekre az útvonalakra, akkor a nyomat használat közben fog „visszajelezni”. Töréssel, repedéssel vagy maradó deformációval.
Ezért fordul elő olyan gyakran, hogy egy alkatrész az asztalon még tökéletesnek tűnik, majd az első valódi terhelésnél elbukik.
Hogyan oszlik el az erő egy FDM nyomatban?
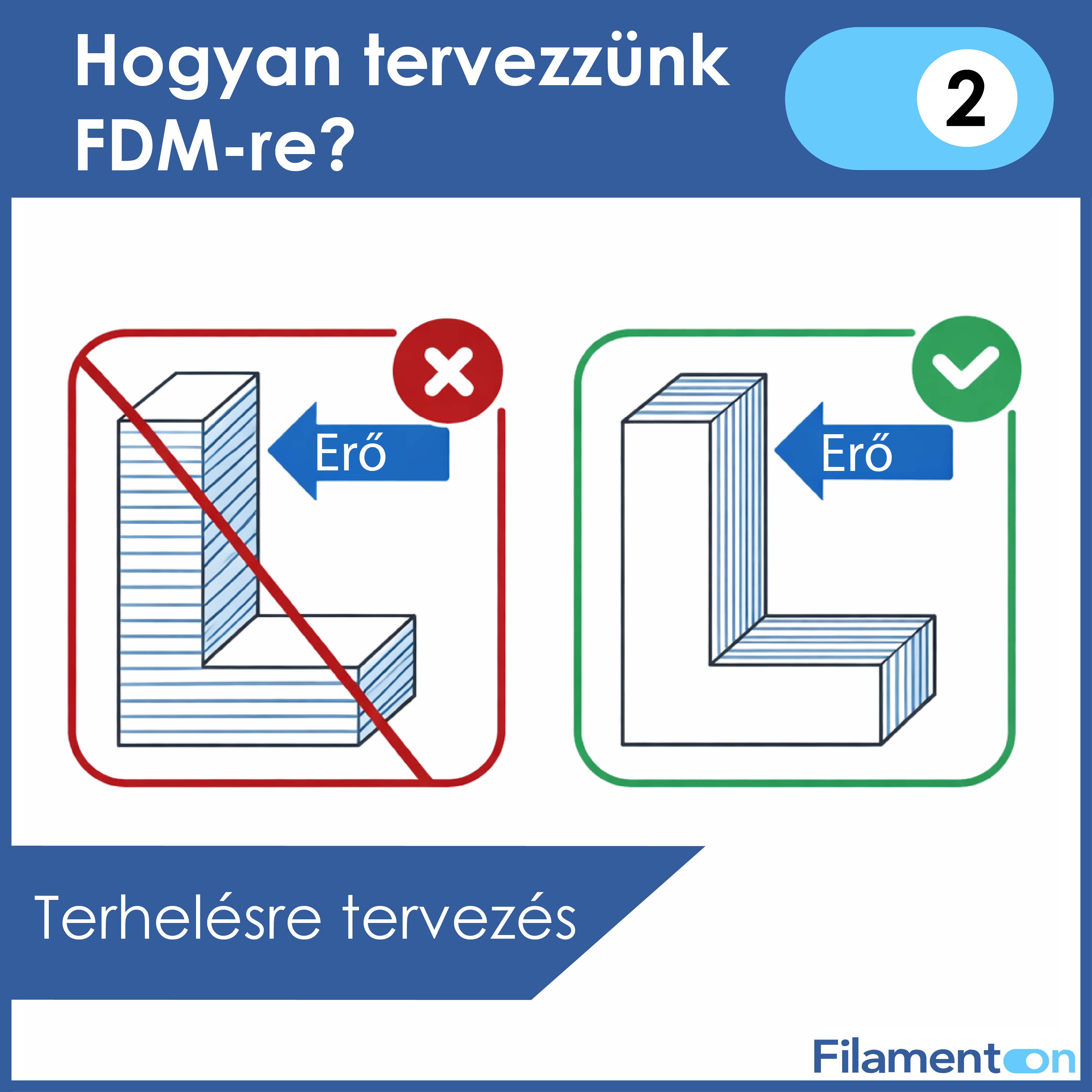
Az FDM nyomat rétegekből épül fel, és ez alapvetően meghatározza a viselkedését. A rétegen belüli anyagkapcsolat erős, a rétegek közötti kapcsolat viszont mindig gyengébb. Ez azt jelenti, hogy az erő nem minden irányban egyformán terheli az alkatrészt.
Ha az erő párhuzamos a rétegekkel, a nyomat meglepően sokat kibír. Ha viszont az erő a rétegek szétválasztására hat, a törés esélye drasztikusan megnő. Ez független attól, hogy az alkatrész mennyire vastagnak vagy masszívnak tűnik.
A terhelés útja tehát legalább olyan fontos, mint az anyag mennyisége.
Miért nem ott törik, ahol várod?
Sokan ott erősítenek, ahol „ránézésre” gyenge a modell. Vastagítanak, növelik az infillt, extra bordákat adnak hozzá. Ennek ellenére az alkatrész gyakran ugyanott törik el, mint korábban – vagy egy új, váratlan ponton.
Ennek oka az, hogy az erő nem ott koncentrálódik, ahol az alkatrész vékony, hanem ott, ahol irányt vált, vagy ahol a geometria hirtelen megváltozik. Éles sarkoknál, rövid átmeneteknél, furatok tövénél az erő „összegyűlik”, és ott kezdi bontani az anyagot.
Ezért törik el sok kampó vagy konzol nem a végén, hanem a tövénél. Nem azért, mert ott kevés az anyag, hanem mert ott fut össze minden terhelés.
Hajlítás, húzás, nyírás – nem mindegy, melyik történik
Az FDM nyomatok különböző erőhatásokra nagyon eltérően reagálnak. Nyomásra és húzásra általában jól viselkednek, hajlításra és nyírásra viszont sokkal érzékenyebbek – főleg, ha a rétegirány nem kedvező.
Egy alkatrész lehet erős nyomás alatt, de gyenge hajlításkor. Lehet, hogy egyetlen nagy terhelést kibír, de ismételt hajlítástól elfárad. Ezek a különbségek CAD-ben nem látszanak, a valóságban viszont kíméletlenül megmutatkoznak.
Miért terveznek sokan „túl vastagot”, mégis rosszul?
A túlméretezés gyakori reakció a törésekre. Több anyag, nagyobb falvastagság, magasabb infill. Ez azonban sokszor csak elfedi a problémát. Ha az erő útja nem változik, akkor a törés helye sem fog.
Sőt, a túl vastag alkatrész gyakran merevebb lesz, kevesebbet tud elnyelni a terhelésből, és hirtelen törik el. Ilyenkor a nyomat „erősnek” tűnik egészen addig, amíg egyszer csak meg nem adja magát.
Valós példák: kampó, konzol, tartó
Egy falra szerelt kampónál a terhelés nem a kampó végén kritikus, hanem a rögzítési pontnál. Egy konzolnál nem a kar vastagsága a döntő, hanem az átmenet a rögzítés és a kar között. Egy tartónál nem az infill százalék számít, hanem az, hogy a rétegek merre futnak a terheléshez képest.
Amikor ezekre a pontokra nem figyelünk, az alkatrész használat közben „megtanítja” nekünk, hol hibáztunk – általában egy töréssel.

1. ábra A kampók kialakításánál fontos, hogy a rétegek optimalizálva legyenek a terhelésre
A lényeg: az erő útját kell tervezni, nem az anyag mennyiségét
Az FDM-re optimalizált tervezés egyik legfontosabb alapelve, hogy nem a vastagság adja az erőt, hanem az, ahogyan az erők eloszlanak az alkatrészben. Ha ezt megérted, gyakran kevesebb anyaggal is erősebb, tartósabb alkatrészt kapsz.
A következő részben azt nézzük meg, hol húzódik valójában a határ az FDM képességeinél. Megvizsgáljuk az overhangeket, a bridginget és a support kérdését, és azt, hogy miért nem érdekli a gravitáció a digitális modellt – de a nyomtatót annál inkább.